 谢生13728290202
谢生13728290202 


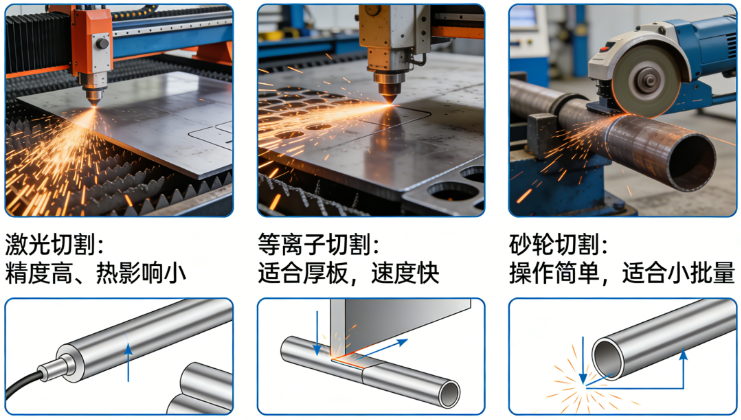
不锈钢的切割方法有很多种,具体选择取决于板材厚度、精度要求、加工效率和成本预算。以下是一些工业制造和加工中最常用的方法,尤其适用于激光切割厂的实际应用:
I. 激光切割
这是目前最流行的不锈钢加工方法,也是原始设备制造商的核心工艺。该方法适用于厚度为 0.1–50mm 的不锈钢板材。
原理:高能量密度的激光束熔化并汽化不锈钢,同时辅助气体(氮气/氧气)吹走熔渣。
辅助类型
光纤激光切割:最常用的方法,功率范围从 1000W 到 20000W。它可以切割厚度为 0.1 至 50mm 的不锈钢,精度为 ±0.02–0.05mm,切口光滑无毛刺。适用于形状复杂的零件和批量生产。
二氧化碳激光切割:适用于厚板(20–100mm),但性能低于光纤激光器,正逐渐被取代。
辅助气体选项:
氮气:切割无氧化,切面光亮,无需后续打磨,适用于304/316L不锈钢等装饰性和高精度零件。
氧气:切割速度快,成本低,但切面会形成氧化层,需要二次处理;适用于厚板和结构件。
优点:精度高,不受模具限制,最小起订量为1件,易于切割复杂形状;缺点:设备成本高,切割超厚板材(>50mm)效率较低。
二、等离子切割
适用于中厚不锈钢板(10-150mm),尤其适用于原材料切割和现场加工。
原理:利用高温等离子弧熔化不锈钢,然后用压缩空气吹除熔渣。
优点:设备成本低,切割速度快,厚板切割性价比高;缺点:精度通常较低(±0.5-1mm),切割边缘不平整,需要打磨。
三、水刀切割
适用于不锈钢板(0.5-200mm),尤其适用于热敏性、高精度、非氧化性应用(例如精密零件和复合板)。
原理:将高压水与金刚石磨料混合,以超音速喷射到板材上进行切割。
优点:无热影响区,无氧化层,切割范围广(可切割超厚板材);缺点:效率低、成本高、切口处有磨损痕迹。
四. 传统切割方法
胰管切割: 适用于薄不锈钢板(0.5–6mm),主要用于直线切割;效率高、成本低。缺点:无法切割不规则形状的零件;边缘变形轻微。
锯切(圆锯/带锯): 适用于异形棒材、厚棒材和板材;设备成本低。缺点:速度慢;适合小批量加工;切割后需要去毛刺。
火焰切割:仅适用于低碳钢。不锈钢导热性差、熔点高;火焰切割容易产生熔渣和裂纹,不推荐使用。
五. 不锈钢切割方法选择表
切割方法 | 适用厚度 | 精度 | 成本 | 应用案例
光纤激光切割 | 0.1–50mm | ±0.02–0.05mm | 中高 | 精密零件、异形件、批量生产
等离子切割 | 10–150mm | ±0.5–1mm | 低 | 厚板切割、现场加工
水刀切割 | 0.5–200mm | ±0.1–0.3mm | 高 | 无热变形、超厚板、精密零件
切片 | 0.5–6mm | ±0.2–0.5mm | 低 | 薄板直线切割、大批量切割
锯切 | 异形/厚板 | ±0.3–1mm | 低 | 小批量异形切割
六、激光切割工厂推荐:
如果您正在寻找加工不锈钢零件的厂家,请优先考虑光纤激光切割:
薄板(0.1–3mm):氮气切割,光亮、不氧化表面,可直接使用;
中等厚度板材(4–20mm):氮气切割可确保精度,氧气切割则可降低成本;
超厚金属板材(>20mm):可根据您的需求选择10.000瓦光纤激光切割或等离子切割。
上一篇: 不锈钢加工 - 不锈钢制作厂家 - 不锈钢定制加工厂

